



This article was written by CBA member Jeff Brown, Christchurch, New Zealand and previously published on the website, Floyd Files - Complete Guide to Handloading.
One size doesn’t fit all. I talk from experience being 6 feet tall and 165 lb. wringing wet. Trust me; I know about these things. So when it comes to sprue plates on bullet moulds the same principle can apply. Let me explain further if I may.
For the sake of mass production manufacturers like to have as many standardised parts as possible. It makes sense. Keeps inventory in check and bean counters quiet(ish). Bullet mould sprue plates are a good example where one plate carrying the same size pouring holes and countersunk areas are used on all moulds regardless of calibre. Where this gets a bit tricky though is when the diameter of the bullet being cast is close the to diameter of the aperture through which the lead is being poured.
Case in point: My first ever mould was an double cavity Lyman 225415, old version, that was purchased second hand and used with great success in the .22 Hornet I owned at the time and the .223 Rem that replaced the Hornet some years later. The factory sprue plate has pouring holes that measured 0.16 inch (4.12mm) in diameter which does not sound very big until we commence to crunching numbers. Let’s compare the pouring hole size to three different common size cavities; .225, .311, .459 inch.
Bullet dia GC shank dia Hole dia GC Shank area Hole area % of sprue hole
0.225 0.218 0.160 0.037 0.020 54%
0.311 0.284 0.160 0.063 0.020 32%
0.459 0.428 0.160 0.140 0.020 14%
Reading across the table we can see that the area of the pouring hole is a little more than 1/2 of the area of the base of a .225 bullet, approximately 1/3 of a .311 bullet but only 14% of a big .459 clunker. What caused me to consider this was inspecting the bases of freshly cast 225415 bullets and seeing just how large the scar left by the sprue plate was in relation to the bullet and I got to wondering about the impact of this blemish on weight variations.
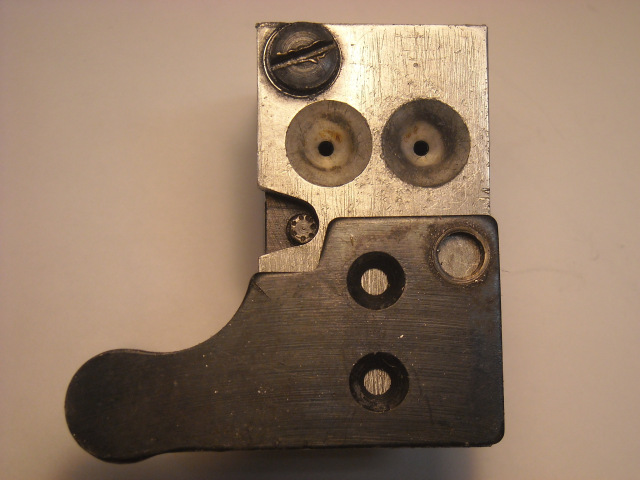
As a test I decided to make a replacement sprue plate for the little mould and a friend in the aerospace sector supplied a couple of perfectly cut to size 5mm think pieces of 7 series aluminium alloy. Using the original Lyman plate as template the new model was marked out and drilled with 2mm (0.078 inch) holes and countersunk with 1/2 inch/90 degree bit. The material worked beautifully and machined very well as it is high quality and very hard by aluminium standards. The finished piece follows:


The gas check shank to pouring hole ratio of the new plate is 5/37 or approximately 13% so pretty much in line with the .459 example from the table above.
So, was it worth the effort? Absolutely. My weight variations per bullet dropped from +/- 0.5gr to +/- 0.1-0.2gr. In addition the new, smaller diameter sprues, even when cast in linotype, can be cut using just a gloved hand where previously a tap on the plate with a thick dowel was required. The experiment was sufficiently successful that the second piece of material was fashioned into an identical plate and fitted to the Lyman 225462 mould producing the same results. I encourage others to give this a try though a word of caution; be sure to use top grade material. After I succeeded with my plates I was asked by a fellow .22 cast bullet shooter to make an aluminium plate for him also. I arrived on my doorstep with a very ugly piece of material that was very soft and awful to work with. I was never able to make it fit the top of his mould perfectly as I had done with my ‘plane’ grade alloy and gave him my best effort accompanied by "That’s as good as it gets using scrap metal”.
Keep your powder dry.
Jeff
So, was it worth the effort? Absolutely. My weight variations per bullet dropped from +/- 0.5gr to +/- 0.1-0.2gr. In addition the new, smaller diameter sprues, even when cast in linotype, can be cut using just a gloved hand where previously a tap on the plate with a thick dowel was required. The experiment was sufficiently successful that the second piece of material was fashioned into an identical plate and fitted to the Lyman 225462 mould producing the same results. I encourage others to give this a try though a word of caution; be sure to use top grade material. After I succeeded with my plates I was asked by a fellow .22 cast bullet shooter to make an aluminium plate for him also. I arrived on my doorstep with a very ugly piece of material that was very soft and awful to work with. I was never able to make it fit the top of his mould perfectly as I had done with my ‘plane’ grade alloy and gave him my best effort accompanied by "That’s as good as it gets using scrap metal”.
Keep your powder dry.
Jeff
